
Break line is tacked with epoxy and two .066" steel pins are set in retaining compound across the break. A wooden dowel was inserted in the bore and the whole area potted in hot glue to support the drilling. Drill #51 (.067") and let the vibration open the holes just past an interference fit.
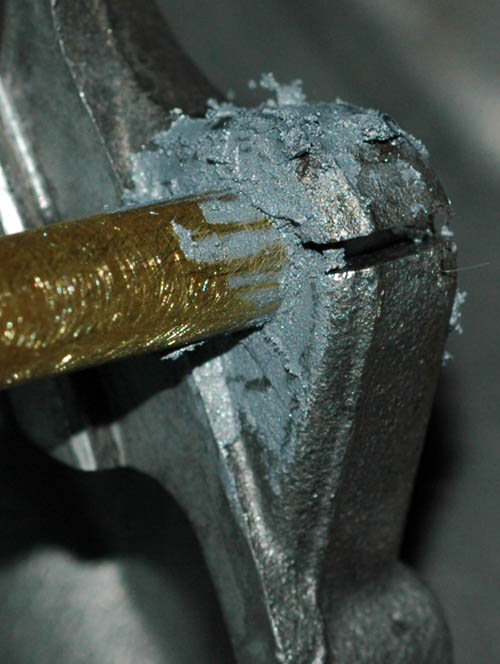
Bore is opened to .375" at the tight end. Outer brass sleeve is set in Aluminum filled epoxy. Inside of bore and chamfers have been roughened with the Dremel. Brass is roughened with 150 grit sandpaper.
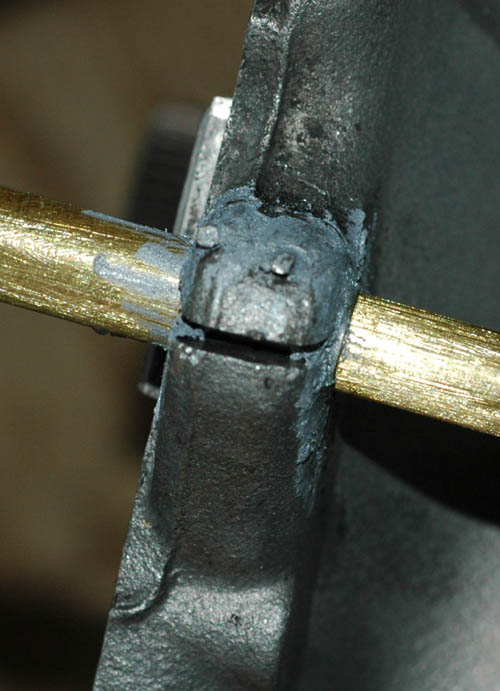
Inner sleeve (at right) is set inside outer sleeve with retaining compound.

Everything ground flush.

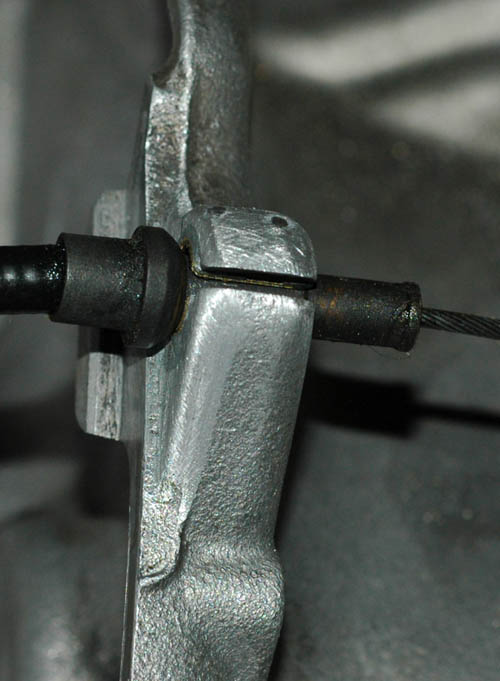
The parting line rib from the original casting is removed while I'm there...
The slot is recut through the brass sleeve and the fit is checked.
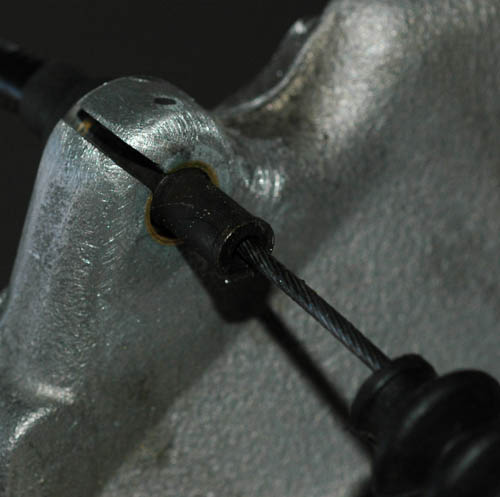
Perfect. The cable sleeeve can rock slightly with the action of the clutch actuating lever. Chamfers are cut and everything is debured.